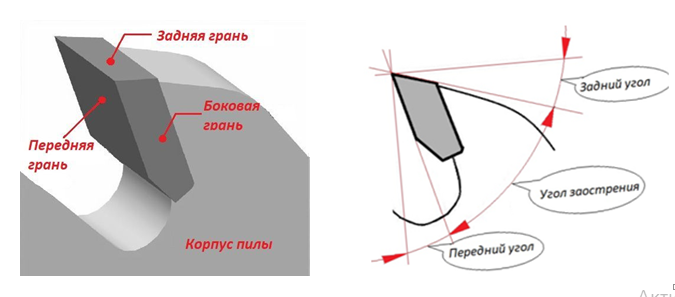
ООО «ВС Сервис» производит заточку дисковых пил на современных станках с ЧПУ Vollmer CX-100 и Vollmer СНС-250 (Германия). Данное оборудование позволяет производить заточку дисковых пил диаметром от 80 до 800 мм. Наше оборудование позволяет производить заточку всех основных форм зубьев и их комбинаций таких как: переменно-скошенные по задней грани зубья, зубья с односторонним скосом по задней грани, пилы с чередующимися формами зубьев — прямой + трапеция, трапеция + трапеция, прямой + косой + косой, как с положительным, так и с отрицательным передним углом.
Мы всегда производим заточку по всем основным граням, заточка осуществляется с применением СОЖ в виде масла. Заточка по двум граням намного выгоднее, чем заточка только по одной грани, т.к. позволяет существенно увеличить ресурс пилы.
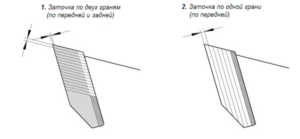
Это утверждение обосновано, на том факте, что при заточке по одной (передней) грани необходимо осуществлять съем материала с зуба пилы существенно большего объема, чем при заточке по двум (передней и задней) граням. На следующей картинке наглядно показано, насколько выгоднее производить заточку пилы по двум граням, нежели по одной.
На следующем фото, характерный износ (скругления /затупления) режущей грани зуба пилы после отработанного цикла.
Заточка по обеим граням обеспечивает ресурс переточек до 18 -20 переточек, а при заточке только по одной передней грани, этот показатель составляет не более 10-12 переточек. Выбор за Вами.
Рекомендации:
Заточку режущего инструмента следует производить своевременно. Не допускать критического затупления и износа режущих кромок.
Выполнение этих правил позволит производить заточку с минимальным съемом материала, что в свою очередь позволит существенно повысить ресурс и срок службы режущего инструмента, в т.ч. и дисковых пил с напайками HM.
Своевременная заточка всегда положительно влияет на качество выпускаемой продукции, позволяет ощутимо снизить затраты на приобретение режущего инструмента и повысить эффективность производства
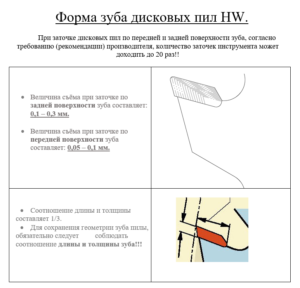
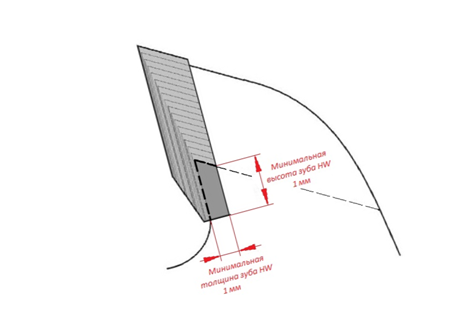
Заточка дисковых пил с напайками HM допускается до значений по толщине и высоте зуба HM в 1 мм (не менее!). При достижении этого значения одним из параметров (по толщине или высоте) или обоих сразу – должно влечь за собою изъятие пильного диска из эксплуатации. Такой пильный диск не подлежит дальнейшей заточке и эксплуатации. Инструмент необходимо списать, произвести его замену.
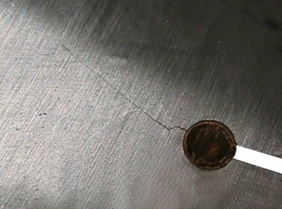
В случае обнаружения трещин на корпусе дисковой пилы, инструмент необходимо изъять из эксплуатации. Дальнейшая эксплуатация инструмента с повреждениями корпуса в виде трещин не допускается.
Наши обязательства по качеству и срокам выполнения заказа:
Мы производим заточку всегда по двум граням, перед заточкой инструмент очищается и подвергается помывке. Для заточки мы применяем шлифовальные круги европейских производителей WINTER и SAID.
Процесс заточки происходит с охлаждением маслом марки Sintogrind TC-X630 (Германия), которое рекомендовано производителем заточного оборудования VOLLMER и применяется при производстве дисковых пил большинством европейских производителей.
Срок выполнения заказа 1-3 календарных дня. Наш заточной участок работает:
ежедневно, без выходных с 8.00 до 20.00 (перерыв на обед с 13.00 до 14.00).
Вы можете у нас воспользоваться услугой срочной заточки. Выполнение заказа в срочном порядке, за 2-3 часа. Срочное выполнение заказа: +40% к стандартной цене за услугу.